
өзС№·ЕҙуЖчФЪі¬ЙщНЦФІХс¶ҜЗРПчЧ°ЦГОИ¶ЁРФҝШЦЖ·Ҫ·ЁСРҫҝЦРөДУҰУГ
·ўІјКұјдЈә2025-3-11 11:18
·ўІјХЯЈәaigtek01
№ШјьҙКЈә
өзС№·ЕҙуЖч
|
ЎЎЎЎКөСйГыіЖЈә»щУЪі¬ЙщНЦФІХс¶ҜЗРПчЧ°ЦГөДОИ¶ЁРФҝШЦЖ·Ҫ·Ё ЎЎЎЎІвКФДҝөДЈәЧчОӘТ»ЦЦМШЦЦјУ№ӨјјКхЈ¬і¬ЙщНЦФІХс¶ҜЗРПчөД№ӨЧчЧҙМ¬ТӘұИіЈ№жЗРПчёьјУёҙФУЈ¬ЗРПчР§№ы»№КЬөҪЗРПчЧ°ЦГөД¶аПоХс¶ҜІОКэУ°ПмЈ¬ЛщТФТӘПлКөПЦ¶Фі¬ЙщНЦФІХс¶ҜЗРПчЧҙМ¬өДОИ¶ЁРФҝШЦЖЈ¬І»ДЬөҘТ»өШ¶ФДіПоІОКэИзХс¶ҜЖөВКЎўКдіцО»ТЖҪшРРҝШЦЖЈ¬ұШРлН¬КұҝјВЗХвР©ІОКэөДОИ¶ЁЎЈУЪКЗёщҫЭСРҫҝіЙ№ыЈ¬Ҫ«ХвјёПо·Ҫ·ЁҪбәПөҪТ»ЖрәуЈ¬ЙијЖБЛі¬ЙщНЦФІХс¶ҜЗРПчөДЧҙМ¬ОИ¶ЁРФҝШЦЖ·Ҫ·ЁЎЈ ЎЎЎЎІвКФЙиұёЈәөзС№·ЕҙуЖчЎўРЕәЕ·ўЙъЖчЎўі¬ЙщХс¶ҜЗРПчЧ°ЦГөИЎЈ 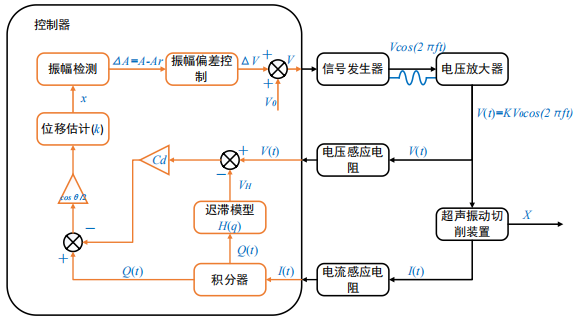 ЎЎЎЎНј1Јәі¬ЙщНЦФІХс¶ҜЗРПчЧҙМ¬ОИ¶ЁРФҝШЦЖ№эіМКҫТвНј ЎЎЎЎКөСй№эіМЈәЎЎЎЎҙоҪЁОИ¶ЁРФҝШЦЖПөНіЈ¬ФЪНкіЙБЛОИ¶ЁРФҝШЦЖПөНіөДДЈҝйЙијЖә󣬻№РиТӘ¶ФЖдҪшРРІвКФІЕДЬҪшИлөҪКөСйҪЧ¶ОЈ¬Т»·ҪГжұЈЦӨҪЁБўөДҝШЦЖПөНіҝЙТФәЬәГөДКөПЦҝШЦЖ·Ҫ·ЁЈ¬БнТ»·ҪГжҝЙТФ¶ФҝШЦЖПөНіЦРөДТ»Р©ІОКэҪшРРУЕ»ҜЈ¬ОӘәуРшөДКөСйМṩКэҫЭЦ§іЕЎЈ ЎЎЎЎ·ВХжІвКФЈә 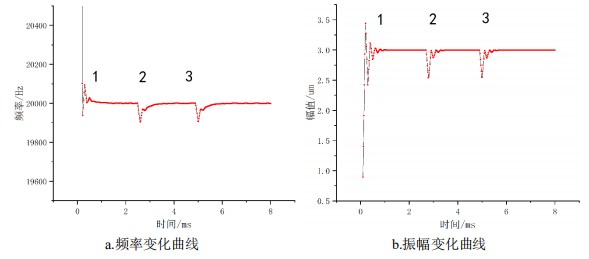 ЎЎЎЎНј2Јә·ВХжІвКФНЦФІХс¶ҜЗРПчЧ°ЦГКдіцІЁРО ЎЎЎЎТФРйДвөДНЦФІХс¶ҜЗРПчЧ°ЦГөД№ІХсЖөВКОӘ20kHzЈ¬О»ТЖХс·щОӘ3ҰМmЧчОӘөчХыДҝұкҪшРР·ВХж·ЦОцЈ¬ФЪҝШЦЖ№эіМЦРНЁ№эАыУГNIUSB-6361¶а№ҰДЬI/0ЙиұёЙПФЛРРөДІЁРОНјұніМРт¶ФЧ°ЦГөДөзС№ЎўөзБчТФј°№АјЖХс·щҪшРРІЙјҜІўПФКҫЈ¬ІЙСщВКОӘ200kHzЈ¬УлКөјККөСйЦРөДІЙСщВКПаөұЎЈЎЎЎЎёГ·ВХжДЈДвКЧПИёшУиі¬ЙщНЦФІХс¶ҜЗРПчЧ°ЦГТ»ёціхКјјӨАшөзС№Ј¬К№ЖдФЪҝХФШЧҙМ¬КұҙҰУЪРіХсЧҙМ¬Ј¬И»әуФЪФЛРР№эіМЦРНЁ№эКЦ¶ҜФцјхұдБҝөД·ҪКҪ¶Фі¬ЙщНЦФІХс¶ҜЧ°ЦГөұЗ°өДО»ТЖК©јУТ»ёцН»ұдЈ¬јҙДЈДвЗРПч№эіМЦРЗРПчФШәЙөИТтЛШ¶ФХс·щөДУ°ПмЈ¬НЁ№э№ЫІмІЁРОНјұнЙПөДІЁРОЗъПЯАҙЖА№АҝШЦЖПөНіөДУРР§РФЎЈ ЎЎЎЎКөСйҪб№ыЈә ЎЎЎЎИзНј2ЛщКҫЈ¬КЗұҫҙО·ВХжЦРРйДвөДНЦФІХс¶ҜЗРПчЧ°ЦГКдіцөДРЕәЕЈ¬·ЦұрҙъұнБЛ·ВХж№эіМЦРЖөВКөДұд»ҜәНХс·щөДұд»ҜЎЈФЪНјЦР1ҙҰЈ¬КЗЧ°ЦГЖф¶ҜәуіхҙОҙпөҪОИ¶ЁЧҙМ¬Ј¬јҙДЈДвөДҝХФШКұЧ°ЦГөДЖф¶ҜЈ»НјЦР2ҙҰЈЁ2.5msКұҝМЈ©әН3ҙҰЈЁ5.0msКұҝМЈ©·ЦұрК©јУБЛТ»ёцИЕ¶ҜЈ¬К№Ч°ЦГөД№ӨЧчЖөЖ«АлБЛ№ІХсЖөВКЈ¬Н¬КұЧ°ЦГөДХс·щТІПВҪөБЛЈ¬ө«КЗФЪОИ¶ЁРФҝШЦЖПөНіөДөчХыПВУЦСёЛЩОИ¶ЁөҪБЛДҝұкЧҙМ¬ЎЈЖдЦРЈ¬¶ФУЪЖөВКөДұд»ҜЗъПЯЈ¬ЖөВКіхҙООИ¶ЁУГКұ0.4msЧуУТЈ¬әуРшК©јУ100HzөДҙуМшұдТІФЪ0.3msЧуУТәујҙҙпөҪОИ¶ЁЈ»¶ФУЪХс·щөДұд»ҜЗъПЯЈ¬Хс·щіхҙООИ¶ЁУГКұ1msЧуУТЈ¬әуРшК©јУ0.5ҰМmөДҙуМшұдТІФЪ0.5msЧуУТәујҙҙпөҪОИ¶ЁЎЈ ЎЎЎЎөзС№·ЕҙуЖчНЖјцЈәATA-2048  ЎЎЎЎНјЈәATA-2048ёЯС№·ЕҙуЖчЦёұкІОКэ ЎЎЎЎұҫЧКБПУЙAigtek°ІМ©өзЧУХыАн·ўІјЈ¬ёь¶а°ёАэј°ІъЖ·ПкЗйЗліЦРш№ШЧўОТГЗЎЈОч°І°ІМ©өзЧУAigtekТСҫӯіЙОӘФЪТөҪзУөУР№г·әІъЖ·ПЯЈ¬ЗТҫЯУРПаөұ№жДЈөДТЗЖчЙиұё№©УҰЙМЈ¬Сщ»ъ¶јЦ§іЦГв·СКФУГЎЈөзС№·ЕҙуЖчhttps://www.aigtek.com/products/bk-dyfdq.html |
НшУСЖАВЫ