
变频调速在带钢彩色涂层生产线中的应用
发布时间:2010-12-9 12:06
发布者:techshare
|
1 概述 辊涂机是带钢彩色涂层生产线中的关键设备,它的运行决定了降层厚度和涂层质量,并且直接影响机纽的作业率,因此,必须正确选择较适宜的涂敷设备和最佳的涂敷工艺。使机组发挥最大效益,辊涂机是目前使用最广泛的涂敷设备,它具有工艺灵活,操作方便节省涂料、涂层厚度易于控制等优点。 辊涂帆的命名一般按辊涂方法来分娄,如:二辊式辊缘机,三辊式辊豫机,正向辊潦机,反向辊橡机等等辊涂法的基本类型很多,在同一台辊溶机上,又可采用不同的辊涂方法,这主要依工艺情况来定,最常用的辊馀方法有自然辊涂法、自然反转法、全反转法。为了满足各种擦l料,涂层厚度及不同的基材的需要,保证工艺所要求的各辊及带钢之间的不同速比,目前,辊涂机的各涂层辊基车都是采用单独驱动的方式在南方钢铁公司1250MM宽带钢彩色崃层生产线机组中现用辊埭机为二辊式辊涂机,采用的辊涂方法为二辊自然反转法。 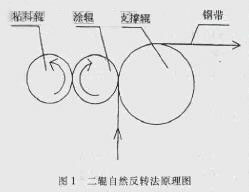 2 二辊自然反转法工作原理 从图1可知,二辊自反转法的工作原理即:涂辊的旋转方向与锕带运行方向相反,粘料辊的旋转方向顺着涂辊的旋转方向相向运行。钢板涂层厚度的控制通过改变各辊的相对速度,间隙(挤压力)来实现。在各辊间隙一定情况下,潦辊的速度要跟随支撑辊的速度变化而变化,即钢带(机组)的运行速度变化,设机组运行速度为l00%,通常情况下涂料辊的速度为带钢运行速度的50%~150%,粘料辊的速度约为带钢运行速度的20%~60%,但由于不同的涂料和不同的基材以及不同要求的涂层厚度。所以,各辊的建度有时要根据生产工艺来确定,这是涤层工艺的本身特点所决定的,针对这一特点涂辊驱动装置我们选用了变额器驱动,并通过网络通讯进行工艺操作及速度控制。在实际应用中,该系统操作方便,能满足不同工艺要求所需的各工作辊的速度。大大节省设备成率及生产成本。系统控制碾理姐图2所示。 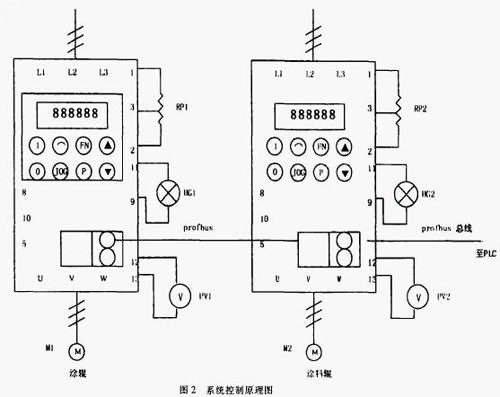 (1)变频器电机的选择 南方钢铁公司彩涂线机组运行速度不高,带钢运行的速度一般在30—40/Min之间,涂辊电机通常要在低转速下运行,要保证钢带表面婊层均匀,因此要求涂辊电机低速性能好.转矩平滑,在低频运行时能保持恒转矩辖出,普通的三相异步电动机很难满足这个要求,固此我们的涂辊电机选择了上海南洋电机厂生产的Y1sP系列变额调逮三相异步电动机,该系列变频调速三帽异步电动机是为配合国内外各粪高性能IGBT脉宽词制变额器而特殊设计的.电机在高频运行时有较强的过载能力,在低频运行时保持恒转矩输出。并且使用时一般不需配用外接滤波器。YTSP系列的冷却方式有两种:一种为IC411 系刊,一种为1C416系列,我们选用了Ic416系列,谈系列有单独的轴流风机强迫通风,可以保证电机在低速(5Hz)运行时温升不超过允许值 。 根据涂辊变颇电机的性能特点及控制要求,按照电机的各项额定参数,并考虑一定的裕量我们选定西门子Micro—Master440变频器来控制涂辊电机。MicroMaster440变频器是西门子全新一代变频器,除了其它同类变频器的基本功能外,独具以下功能:采用灵活的组态设计,可按需要配置不同操作面板,内置Rs485/232接口,方便与上位机通,可利用SIMOVIS调试软件,提供PROFIBUS选件,与SIEMENS PROFIDRIVE软件兼容,便于实现全集成自动化系统。MicroMaster440的矢量控制,在低频和反转时都有优良的转矩输出特性。PROFIBUS接口和操作员接口可同时使用,可实现本机参数化和诊断功能。 (2)涂辊电机变频调速控制系统 ① 变频器对电机速度的控制可以通过多种方式实现,即可以通过变频器前面板上的按键实现本地控制,也可以通过PROFIBUS现场总线来控制,也可以通过操作台上的电位器模拟量输入来控制。 ② 控制粘料辊和涂辊电机的变频器上配有PROFIBUS模块,通过PR0nBUS接口与总线连接,与生产线其它传动系统一起和PLC构成了PR0nBUS现场总线控制系统。 ⑧ 变频电机速度控制实现过程: PLC通过PROFIBUS现场总线读取生产线上的传动装置的速度值,即生产线上带钢的速度,然后根据二辊自然反转法工作原理对辊涂机粘料辊和涂辊之间的速度关系进行运算,把运算结果通过现场总线传送给变频器来控制电机速度,但由于不同的涂料和不同的基材以及不同要求的涂层厚度,所以,对粘料辊和涂辊的速度要分配不同的速度信号值,这可以通过两种方式来实现:1预先作一个工艺表,根据工艺要求选取工艺表中一种工作状态给辊涂机的粘料辊和涂辊分配工艺速度。2可通过操作台上的电位器人工进行调整,操作台电位器的信号也是通过现场总线传送到眦,PLC把来自操作台电位器上的值与PLC先前运算的值再进行叠加运算,再将最后运算的结果传送到变频器,调整涂机粘料辊和涂辊的速度值,从而满足生产工艺要求。 ④ 在控制操作台上装有粘料辊和涂辊速度实际值的速度表,用来显示辊涂机涂辊和粘料辊的实际线速度,同时在控制操作台上还设置有粘料辊和涂辊工作状态的信号显示装置。 3 运行效果和总结 辊涂机采用变频器调速系统,满足了工艺生产要求同时投资较为节省,设备安装调试方便,南方钢铁公司的辊涂机白2003年投入生产运行以来,设备运行稳定,设备维护工作量少,设备生产率得到了提高,取得了很好的经济效益。辊涂机采用变频器调速系统,PROFIBUS现场总线控制的方式不但能满足现代化企业的工业控制系统的要求,而且系统运行稳定,操作灵活,调试方便。 |

网友评论