
ЛљгкPMACПижЦПЈЕФМЄЙтЩЈУшГпДчВтСПЯЕЭГ
ЗЂВМЪБМфЃК2011-1-24 14:59
ЗЂВМепЃКconniede
|
1 в§бд дкЛњаЕМгЙЄжаОГЃашвЊЖдвЛаЉМђЕЅЕФМИКЮГпДчЃЌШчжБОЖЁЂБпОрЕШНјааВтСПЁЃетРрЙЄзїжиИДадДѓЃЌЙЄзїСПДѓЃЌДЋЭГЕФЪжЙЄВтСПВЛНідіМгСЫЯжГЁЙЄзїШЫдБЕФЙЄзїЧПЖШЃЌОЋЖШЕЭЃЌЧвЪжЙЄВтСПЕФЪ§ОндкЭГМЦДІРэЪБвВКмВЛЗНБуЁЃетРрЙЄзїШчЙћЪЙгУзјБъВтСПвЧЕШОЋЖШИпЃЌЭЈгУадЧПЕФвЧЦїВтСПЃЌдкОМУКЭаЇТЪЩЯЖМКмФбТњзувЊЧѓЁЃСэгавЛжжзЈУХЕФМЄЙтЩЈУшДЋИаЦїПЩгУгкДЫРрВтСПЃЌЕЋЦфВтСПОЋЖШЪЧНЈСЂдкЖдЖРСЂдЫЖЏЯЕЭГЫйЖШЕФОЋШЗПижЦЩЯЕФЃЌетЮовЩдіМгСЫГЩБОЁЃЮЊСЫЗНБуЪЕЯжЖдетРрМђЕЅЁЂвЛЮЌГпДчЁЂИпаЇЁЂИпОЋЖШЃЌЧввзгкЪ§ОнЙмРэЕФВтСПЃЌдкДЫЬсГівЛжжПЩдкPMACПижЦПЈПижЦЕФЦеЭЈдЫЖЏЦНЬЈЩЯЪЕЪЉМЄЙтЩЈУшВтСПЕФЯЕЭГЁЃЫќШкКЯСЫвдЩЯСНжжВтСПЗНЗЈЃЌМДЭЈЙ§ЖдМЄЙтаХКХЕФМьВтЛёЕУБЛВтЮяЕФБпдЕаХКХЃЌВЂИљОнДЫаХКХЫјДцЙтеЄГпЖСЪ§ЃЌвдЕУЕНБЛВтЮяЕФБпдЕЮЛжУЃЌДгЖјНјвЛВНЕУЕНГпДчжЕЁЃ етжжЗНЗЈОпгаЙтЕчВтСПИпЫйЁЂЗЧНгДЅЕФгХЕуЃЌгжПЩГфЗжРћгУММЪѕГЩЪьЁЂгІгУЙуЗКЕФЙтеЄГпзЪдДЁЃгЩгкЙтеЄГпЕФОЋЖШЭЈГЃЖМНЯИпЃЌДЫВтСПЯЕЭГПЩдквЛЖЈЗЖЮЇФкЛёЕУНЯИпЕФОЋЖШЁЃ 2 ВтСПдРэМАећЬхЙЙдь ВтСПЯЕЭГгЩЙЄПиЛњЁЂPMACПижЦПЈЁЂдЫЖЏВтПиЯЕЭГ(АќРЈЙтеЄГпЁЂЫХЗўЕчЛњЁЂЫПИмЕШ)ЁЂМЄЙтЗЂЩфзАжУКЭЙтЕчМьВтзАжУзщГЩЁЃЯЕЭГЕФжївЊдРэШчЭМ1ЫљЪОЃЌБЛВтЮязАдкЪЕбщЬЈЩЯЃЌВЂЫцЪЕбщЬЈвЛЦ№дЫЖЏЃЌдЫЖЏЕФПижЦгЩPMACПижЦПЈЭъГЩЃЌЫќЖСШЫЙтеЄГпЕФЖСЪ§ЃЌВЂЪфГіИјЕчЛњЕФПижЦСПЁЃБЛВтЮяСНВрЗжБ№ЪЧМЄЙтЗЂЩфзАжУКЭЙтЕчМьВтдЊМўЃЌЕББЛВтЮяЮЛгкЙтТЗжаЪБЃЌМьВтдЊМўДІгкЖЯПЊзДЬЌЃЛЕББЛВтЮяРыПЊЪБЃЌдЊМўЕМЭЈЁЃЫцзХБЛВтЮяЕФвЦЖЏЃЌЕБЦфБпбиЭЈЙ§МЄЙтЪјЪБЃЌМьВтдЊМўЛсВњЩњгЩЭЈЕНЖЯЛђгЩЖЯЕНЭЈЕФЬјБфЁЃЭЈЙ§вЛЖЈЕФЩшжУЃЌPMACПЩМьВтЕНетаЉЬјБфаХКХЃЌВЂЫјДцЕБЪБЕФЙтеЄГпЖСЪ§ЃЌетбљОЭЕУЕНБЛВтЮяЕФБпбиЮЛжУЃЌЖјЭЈЙ§ВтСПЧАКѓСНИіБпбиЮЛжУЃЌОЭПЩЕУЕНЫљашЕФГпДчжЕЁЃ 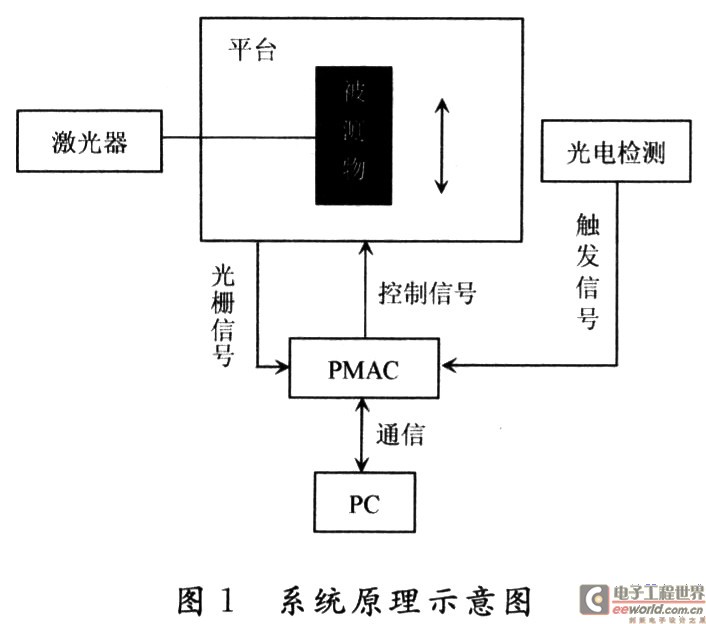 МЄЙтЦїВЩгУСЫаЁЙІТЪАыЕМЬхМЄЙтЦїЃЌВЈГЄЮЊ640nmЁЃЦфаЁЧЩЕФЬхЛ§КЭНЯЕЭЕФМлИёЪЙЦфЗЧГЃЪЪгУгкетРргІгУГЁКЯЁЃЙтЕчМьВтдЊМўВЩгУЦеЭЈЕФН№ЪєЗтзАЙтЕчШ§МЋЙмЁЃ PMACВхдкЙЄПиЛњЕФPCIВхВлФкЃЌВЂЭЈЙ§PCIзмЯпНјааЭЈаХЁЃЭЈаХЕФжївЊФкШнгаСНЗНУцЃКЯђPMACЗЂдЫЖЏПижЦжИСюЃЌДгЖјЪЙЦфЭъГЩЦНЬЈЕФдЫЖЏПижЦЃЛДгPMACФкЖСШЁЦфЫјДцЕФБЛВтЮяБпбиЮЛжУЖСЪ§ЃЌДгЖјЭъГЩНсЙћЕФЪфГіЁЂБЃДцМАЗжЮіЙЄзїЁЃЮЊЗНБуЖдВЩМЏЪ§ОнЕФДІРэЗжЮіЃЌвдМАБугкбаОПЯЕЭГадФмЃЌИУЯЕЭГВЩгУСЫЙЄПиЛњМгPMACЕФзщжЏЗНАИЃЌдкЯЕЭГЖЈаЭКѓПЩвдЪЙгУИќМгОМУЕФЗНАИЃЌШчARM-LinuxМгPMACЁЃ PMACПижЦПЈЕФЪЙгУЪЧКмСщЛюЕФЃЌвЊЙЙГЩЩЯУцЫљЪіЕФЯЕЭГашвЊЖдЦфНјаавЛаЉЩшжУЁЃЯТУцНЋЯъЯИНщЩмдкетжжгІгУжаPMACПЈЕФЩшжУЗНЗЈМАЩЯЯТЮЛЛњЭЈаХЕФЪЕЯжАьЗЈЁЃ 3 2PMACПЈЕФЩшжУ 3ЃЎ1 PMACПЈМђНщ PMACдЫЖЏПижЦПЈЪЧDelta-TauЙЋЫОЭЦГіЕФЃЌЫќЪЧПЩЭЈЙ§ЖржжЗНЪНгыЮЂЛњНгПкЕФЯЕСаПижЦПЈЁЃИУР§ЪЙгУЕФЪЧPCIНгПкПижЦПЈЃКPMAC-PCЁЃ PMACБОжЪЩЯЪЧвЛИіЛљгкDSPаОЦЌЕФЖрЙІФмАхЩЯЯЕЭГЁЃИУР§ЕФPMACга2ИіжїНгПкЃЌУПИіжїНгПкПЩвдЭЌЪБПижЦ4ЬЈЕчЛњЕФдЫЖЏЁЃЖдгкУПвЛЬЈЕчЛњЃЌжїНгПкЖМгавЛзщЯргІЕФв§НХ(ШчЭМ2ЫљЪО)ЁЃЗжБ№ИКд№ЙтеЄГпаХКХЪфШыЃЌЕчЛњПижЦЪфГіКЭБъжОаХКХЪфШыЁЃдкИУР§жажїНгПкЭЈЙ§ЬјЯпЩшжУЮЊЙтЕчИєРыФЃЪНЁЃ 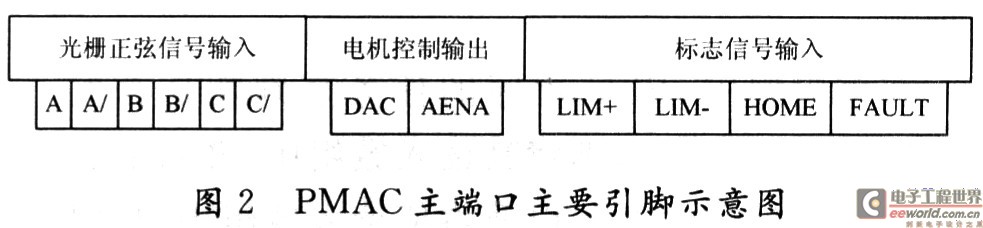 Г§жїНгПкЭтЃЌPMACЛЙгавЛЯЕСаЭЈгУЕФФЃФтЁЂЪ§зжЪфШыЃЏЪфГіПкЁЃетаЉЖЫПкгыЦфDSPФкДцЭГвЛБржЗЃЌПЩЭЈЙ§ЭГвЛЕФЗНЪНДцШЁЁЃPMACЕижЗПеМфЕФЙІФмЪЧдЄЩшЙЬЖЈЕФЃЌШчФГвЛВПЗжЕижЗБЃДцЕФЪ§ОнДњБэФГЬЈЕчЛњЕФЩшжУЃЌСэвЛВПЗждђЪЧгУЛЇгІгУЫљБЃДцЕФЪ§ОнЁЃЮЊЗНБуЩЯЮЛЛњЖдPMACФкДцЕФВйзїКЭгІгУГЬађЕФБраДЃЌЦфФкДцБЛАДЦфЙІФмЛЎЗжЮЊИїжжБфСПЃЌШчIБфСПЁЂMБфСПЁЂPБфСПЁЃIБфСПЕФжЕЩшжУСЫPMACПЈЕФЙЄзїЛЗОГЃЌетгжЪЙIБфСППЩБЛЛЎЗжЮЊаэЖржжРраЭЃЌШчЕчЛњЩшжУIБфСПЁЂЭЈаХЩшжУIБфСПЁЂБрТыЦїIБфСПЁЂPБфСП(ЙЉгУЛЇГЬађЪЙгУЕФШЋОжБфСПЁЂMБфСП(жИеыБфСП)ЃЌМДЦфБОЩэЫљДњБэЕФФкДцЕижЗДцДЂЕФЪЧСэвЛИіДцДЂЕЅдЊЕФЕижЗ)ЁЃMБфСППЩИљОнашвЊжИЯђШЮвтДцДЂЮЛжУЃЌАќРЈФкДцКЭЖЫПкМФДцЦїЁЃВЛЙ§дкPMACЩЯЕчЪБЃЌВПЗжMБфСПЛсБЛдЄЯШГѕЪМЛЏЮЊжИЯђЬиЪтЮЛжУЕФжЕЃЌШчM203ЕФШБЪЁжЕжИЯђ2КХБрТыЦїЕФЮЛжУВЖЛёМФДцЦїЁЃ 3ЃЎ2 ЮЛжУВЖЛёЙІФмЕФЩшжУ ЮЛжУВЖЛёЙІФмЪЧжИдквЛИіЭтВПЪТМўНјШыФГвЛМФДцЦїЪБЃЌЫјДцЯргІЕФЕБЧАБрТыЦїЮЛжУЁЃетЪЧвЛИіЭъШЋгЩгыБрТыЦїЯрЙиЕФгВМўЕчТЗРДЭъГЩЕФШЮЮёЃЌЫљвдЫќЮЉвЛЕФбгГйОЭЪЧгВМўУХЕФбгГйЃЌетЪЙЫќОпгаЗЧГЃИпЕФЮЛжУВЖзНОЋЖШЁЃ ЕчТЗЕФЙЄзїЗНЪНПЩЭЈЙ§ШэМўбЁдёЃЌШчПЩЩшжУЖСШыЭтВПЪТМўЕФЮЛжУЁЃЩшжУЪЧЭЈЙ§ЯрЙиБрТыЦїIБфСПЭъГЩЕФЁЃУПвЛИіБрТыЦїЖМПЩЭЈЙ§5ИіIБфСПРДЩшжУЃЌЮЛжУВЖЛёЙІФмЯрЙиЕФБфСПЮЊБрТыЦїIБфСП2КЭБрТыЦїIБфСП3ЁЃБфСП3ЩшжУЪТМўВЖзНЕФЮЛжУЃЌШчПЩНЋЦфЩшЮЊЭЈЙ§HOMEБъжОВЖзНЁЃБфСП2ЩшжУЭтВПЪТМўЕФВЖзНЗНЪНЃЌШчЪЧЩЯЬјбиЛЙЪЧЯТЬјбиЁЃPMACЙВПЩЩшжУ16ИіБрТыЦїЃЌУПИіБрТыЦїЕФIБфСПЪЧАДЫГађ5ИівЛзщБрХХЕФЃЌвРДЮЮЊI900ЁЋI979ЁЃЖдгкБрТыЦї2(БрКХДг1ПЊЪМ)ЃЌШєНЋЦфЩшжУЮЊВЖзНHOMEБъжОЕФЩЯЬјбиаХКХНјааЮЛжУВЖзНЃЌдђПЩЭЈЙ§ЯђPMACЗЂЫЭУќСюЁАI907=2ЁБКЭЁАI908=0ЁБРДЪЕЯжЁЃУПвЛИіБрТыЦїЖМЖдгІгквЛзщМФДцЦїЃЌЭЈЙ§етаЉМФДцЦїПЩЩшжУБрТыЦїЕФЙЄзїЗНЪНЃЌШчЧАУцЖдБрТыЦїIБфСПЕФЩшжУЃЌЪЕМЪОЭЪЧЯђетаЉМФДцЦїЕФФГаЉЮЛаДШыФГаЉжЕЁЃЭЈЙ§етаЉМФДцЦївВПЩЖСШЁБрТыЦїаХЯЂЃЌШчЕББрТыЦїЭъГЩвЛДЮЮЛжУВЖзНКѓЃЌБЛЫјДцЕФЮЛжУОЭБЃДцдкетаЉМФДцЦїжаЃЌЖдгкБрТыЦї2ЃЌИУМФДцЦїЕФЮЛжУЮЊXЃКMYMC007ЕФЫљга24ЮЛЁЃБрТыЦїЛЙИљОнЮЛжУВЖзНЕФЧщПіздЖЏЩшжУФГаЉБъжОЮЛЃЌМДЕБЭъГЩвЛДЮВЖзНЪБНЋБъжОжУ1ЁЃДЫЪБЃЌЮоТлЭтВПаХКХгаЪВУДБфЛЏЖМВЛЛсдйНјааВЖзНЃЌЕБВЖзННсЙћБЛШЁзпЪБ(МДЖдЯргІМФДцЦїгаЖСВйзї)ЃЌБрТыЦїздЖЏНЋБъжОжУ0ЃЌВЂжиаТПЊЪМЯьгІЭтВПЪТМўНјаааТЕФЮЛжУВЖзНЁЃЖдгкБрТыЦї2ЃЌИУБъжОЮЛЕФЮЛжУЮЊXЃКMYMC004ЕФЕк17ЮЛ(Дг0ПЊЪМЃЌЙВ24ЮЛ)ЁЃ 3ЃЎ3 PLCГЬађЕФЩшжУ PMACЪЧвЛИіЖрШЮЮёЕФМЦЫуЛњгІгУЯЕЭГЁЃЫќГ§СЫФмЭЈЙ§ИїжжЩшжУКЭдЫЖЏГЬађЭъГЩИпОЋЖШЕФЖЈЮЛКЭЖдИДдгдЫЖЏЕФПижЦШЮЮёЭтЃЌЛЙПЩЗжЪБжДааЖрРрЦфЫћШЮЮёЃЌВЂИљОнШЮЮёЕФЪЕЪБадвЊЧѓЃЌЗжХфШЮЮёЕФгХЯШМЖЃЌИпгХЯШМЖЕФШЮЮёЛсДђЖЯЕЭгХЯШМЖЕФШЮЮёЁЃPLCГЬађЪЧPMACЫљжЇГжЕФгУЛЇГЬађжЎвЛЃЌдкШЮЮёгХЯШМЖЩЯДІгкзюФЉЕФКѓЬЈДІРэМЖЁЃЫќПЩдкгУЛЇЕФжїЛњЩЯБраДЃЌжЎКѓЯТдиЕНPMACЩЯжДааЁЃгыPMACжЇГжЕФСэвЛжжгХЯШМЖНЯИпЕФгУЛЇГЬађЁЊЁЊдЫЖЏГЬађЯрБШЁЃPLCГЬађУЛгадЫЖЏгяОфЃЌЦфдкЙІФмЩЯгыПЩБрГЬТпМПижЦЦїЗЧГЃРрЫЦЁЃ дкИУгІгУжаЃЌPLCГЬађЕФШЮЮёЪЧХаЖЯЪЧЗёЗЂЩњЮЛжУВЖЛёЃЌШчЗЂЩњЃЌдђНЋЦфЖСШЫЪ§зщжаЃЌВЂЖдВЖЛёЕФЮЛжУНјааМЦЪ§ЁЃжЎЫљвдвЊНЋжЕЖСШыЪ§зщжаЃЌЪЧвђЮЊгЩгкМЄЙтЩЈЙ§БЛВтЮяБпдЕЪБЛсгЩгкБпдЕЕФЗДЩфВњЩњЖЖЖЏЃЌвджТВЩМЏЕНЕФЪ§ОнЖргк1ИіЃЌЮЊЗРжЙКѓУцЕФЪ§ОнГхЕєЧАУцЕФЪ§ОнЃЌЙЪНЋЩЈЙ§вЛИіБпдЕВњЩњЕФЪ§ОнЗХШыЪ§зщжаЁЃ ПЩгУЕФPLCГЬађШчЯТЃК 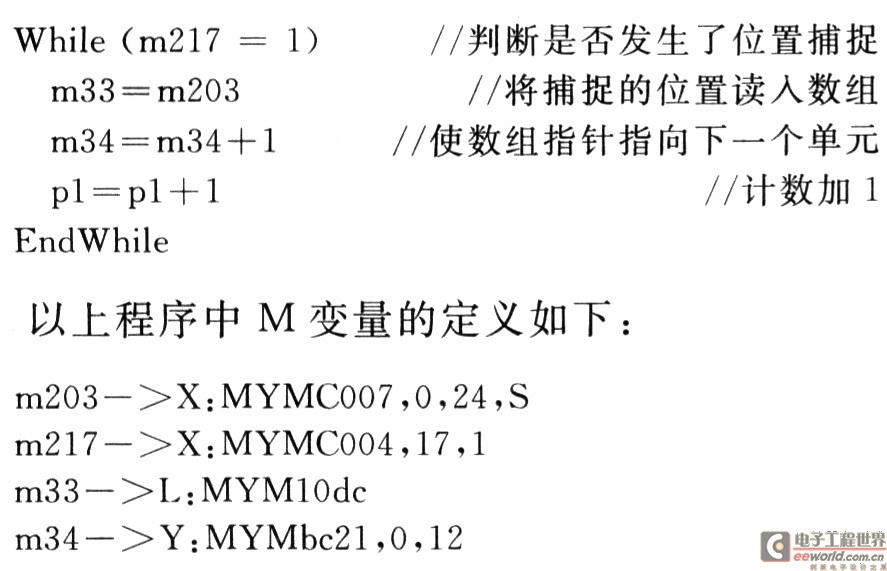 дкГЬађжаm203жИЯђБрТыЦї2ЕФЮЛжУВЖзНМФДцЦїЃЛm217жИЯђБрТыЦї2ЕФЮЛжУВЖзНзДЬЌБъжОЮЛЃЛm33жИЯђPБфСП220ЃЌетЪЧЪ§зщЕквЛИідЊЫиЕФЮЛжУЃЛm34жИЯђm33ЕФЕЭ12ЮЛЃЌетбљОЭПЩВйзїm33ЃЌЪЙЦфдкЖСШЫВЖзНЮЛжУКѓжИЯђЯТвЛИіPБфСПЁЃ 4 ВтСПЯЕЭГЬиадГѕЬН ЮЊбаОПЯЕЭГЕФВтСПадФмЃЌвд20mmБъзМСППщЮЊБЛВтЮяЃЌдкЩЯЪіЯЕЭГЩЯНјааСЫвЛЯЕСаВтСПЪЕбщЁЃЪЕбщНсЙћЭЈЙ§ЩЯЮЛЛњгУVc++БраДЕФГЬађНјааВЩМЏЁЂДцДЂКЭЗжЮіЁЃгыPMACЕФЭЈаХЪЧРћгУDelta-tauЙЋЫОЬсЙЉЕФЖЏЬЌСЌНгПтPComm32ЃЎdllЭъГЩЕФЁЃгЩгкC++гябдЖдЪ§жЕМЦЫуКЭЭМБэЪфГіЕФжЇГжНЯЩйЃЌГЬађВЩгУгыMatlabЛьКЯБрГЬЕФЗНЪНРДЭъГЩЗжЮіЙЄзїЃЌМДВЩгУСЫЕїгУMat-labCOMЗўЮёЦїЕФЗНЪНЃЌЪЕЯжЖдMatlabКЏЪ§ЕФЕїгУЁЃетвЛБрГЬЗНЪНвВПЩдкЦфЫћгябджаЪЕЯжЁЃ дкВтСПЙ§ГЬжаЃЌБЛВтЮяЕФСНИіБпбиЖМвдСНжжЗНЪНБЛЖЈЮЛЃЌМДДгССЕНАЕКЭДгАЕЕНССЃЌЧвУПДЮЪЕбщЕФбљБОЪ§ЖМВЛЩйгк300ЁЃвВОЭЪЧЫЕЃЌУПДЮЕФЪЕбщНсЙћОљАќКЌ4ИіЪ§ОнзщЃЌЗжБ№МЧзїQ_L(ДњБэЧАБпбиЃЌДгССЕНАЕ)ЃЌQ_A(ДњБэЧАБпбиЃЌДгАЕЕНСС)ЃЌH_L(ДњБэКѓБпбиЃЌДгССЕНАЕ)ЃЌH_A(ДњБэКѓБпбиЃЌДгАЕЕНСС)ЃЌЧвУПзщЪ§ОнЕФИіЪ§ВЛЩйгк300ЁЃгЩгкВтСПЯЕЭГБОжЪЩЯЪЧЭЈЙ§ЖдБпдЕЕФЖЈЮЛРДНјвЛВНЭъГЩГпДчВтСПЕФЃЌЫљвддквдЯТЗжЮіжаНіОЭБпдЕЖЈЮЛЕФЯЕЭГЬиадзївЛМђвЊЫЕУїЁЃ ЭМ3ЮЊ1ДЮЪЕбщЕФНсЙћЃЌИУЪЕбщЫљгУЙтеЄГпЕФУПвЛМЦЪ§ДњБэ0ЃЎ1ІЬmЁЃ 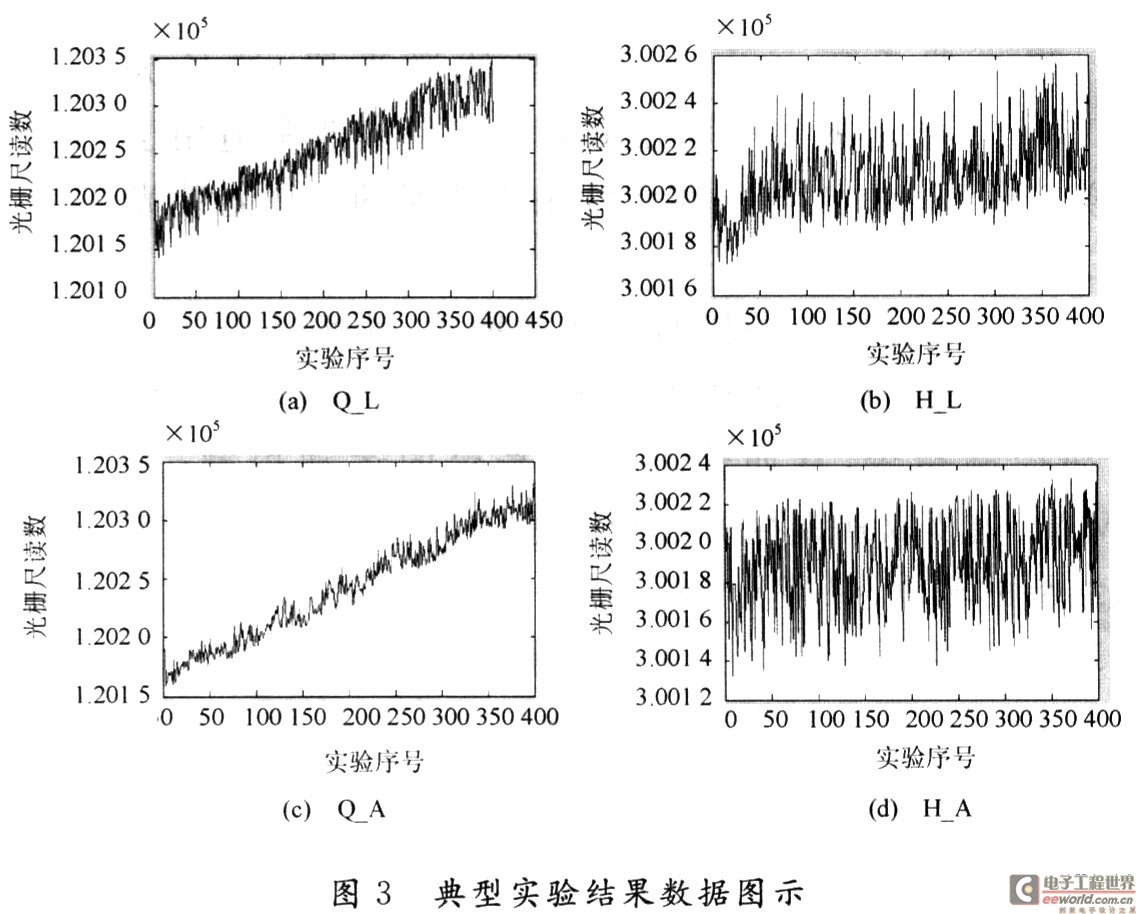 ЭМ3ЫљЪОЪ§ОнЕФЪ§зжЬиеїШчБэ1ЫљЪОЁЃ 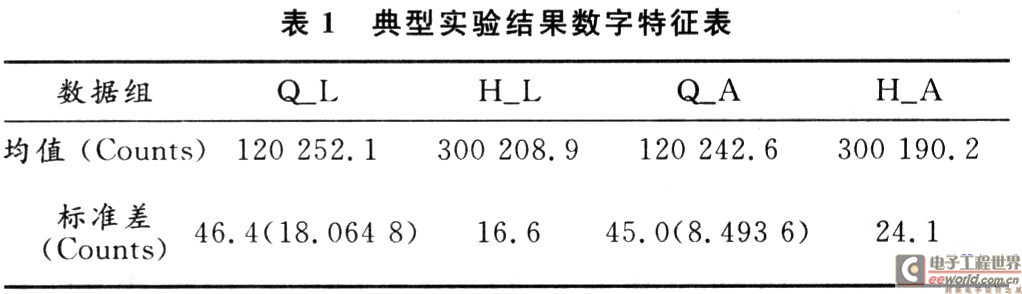 ДгЭМ3ПЩМћЃЌЧАБпбиВтСПЪ§ОнгыЪБМфГЪУїЯдЕФЯпадЙиЯЕЃЌетвЛЬиЕудкЦфЫћЪЕбщжавВгаУїЯдЕФЬхЯжЁЃвРОнБфжЕЯЕЭГЮѓВюЕФХаБ№ЗНЗЈПЩжЊЃЌетвЛЬиадПЩПДзїЪЧвЛжжБфжЕЯЕЭГЕФЮѓВюЁЃБфжЕЯЕЭГЮѓВюЕФЯћГ§гаЖржжЗНЪНЃЌетРяВЩШЁЕФЫМТЗЪЧЪзЯШЭЈЙ§ДѓСПЪЕбщевЕНвЛЖЈЕФОбщКЏЪ§ЃЌвдПЬЛетжжЮѓВюЃЌжЎКѓдђПЩвРОнетИіКЏЪ§ЭЈЙ§ВЙГЅЕФАьЗЈЯћГ§ЮѓВюЃЌДгЖјЬсИпЯЕЭГОЋЖШЁЃБэ1зюКѓвЛааРЈКХФкЕФЪ§зжОЭЪЧЭЈЙ§ВтСПађСажавЛдЊЛиЙщЗжЮіЃЌЬоГ§ЪБМфгАЯьКѓЕУГіЕФжЕЁЃжЕЕУзЂвтЕФЪЧЃЌВтСПЪ§ОнКЭЪБМфЕФетжжЯрЙиадВЂВЛЪЧЪЎЗжЮШЖЈЃЌЫќЪмЕНЦфЫћЪЕбщЛЗОГвђЫиЕФгАЯьЃЌМДЪЪгУгкФГИіЯЕЭГЕФВЙГЅКЏЪ§ЁЃЭЈГЃЕБЯЕЭГВЮЪ§БфЛЏЪБЃЌВЙГЅКЏЪ§ОЭВЛдйЪЪгУСЫЁЃвЊдкЪЕМЪВтСПжаЭЈЙ§етжжЗНЗЈЬсИпОЋЖШЃЌашвЊеыЖдОпЬхЕФЧщПіЭЈЙ§ЪЕбщЭъГЩЁЃСэЭтЃЌПЩвдПДГіЃЌЖдЭЌвЛБпЕФСНзщЪ§ОнЃЌБъзМВюгавЛЖЈВювьЃЌетдкЦфЫћЪЕбщЪ§ОнзщжавВЪЧЦеБщЯжЯѓЃЌПЩвдПМТЧВЩгУОЋЖШНЯИпЕФЪ§ОнзщРДМЦЫуГпДчжЕЃЌМДгУH_LКЭQ_AРДМЦЫуЁЃ 5 Нсгя дкгЩPMACПижЦЕФдЫЖЏЦНЬЈЩЯЃЌПЩвдРћгУPMACЕФЮЛжУВЖЛёЙІФмКЭдкЦфЩЯдЫааЕФPLCГЬађРДЗНБуЕФЙЙНЈМЄЙтЩЈУшГпДчВтСПЯЕЭГЁЃЭЈЙ§гыЩЯЮЛЛњЕФШэМўХфКЯЃЌИУЯЕЭГПЩЪЕЯжЖдвЛАуЙЄМўГпДчЕФПьЫйЁЂИпаЇЁЂЗЧНгДЅВтСПЃЌЦфОЋЖШПЩвдТњзуОјДѓЖрЪ§ЕФгІгУГЁКЯЁЃЭЈЙ§НјааЖрДЮВтСПЪЕбщЃЌПЩЕУЕНгыЪБМфЯрЙиЕФБфжЕЯЕЭГЮѓВюОбщКЏЪ§ЃЌДгЖјНјвЛВНЬсИпОЋЖШЁЃ |



ЭјгбЦРТл