
未来展望——FSI 和BSI 图像传感器技术
发布时间:2010-12-27 19:54
发布者:designer
|
过去30年中,聚光技术和半导体制造工艺的创新对图像传感器像素技术产生了重大影响。例如,最初便携式摄像机采用的图像传感器为25微米像素,而如今,手机相机中传感器的像素尺寸只有1.4微米。目前,市场对像素尺寸的需求小至1.1微米,即使存在一些相关制造挑战,图像传感器制造商也能够提供更高的成像性能。 标准IC制造工艺和成像专用工艺在不断进步,促进了采用前面照度(FSI)技术的图像传感器的开发。在这种技术中,如同人眼鹰一样,光落在IC的前面,然后通过读取电路和互连,最后被汇聚到光电检测器中。FSI为目前图像传感器所采用的主流技术,具有已获证实的大批量生产能力、高可靠性和高良率以及颇具吸引力的性价比等优势,大大推动了其在手机、笔记本电脑、数码摄像机和数码相机等众多领域的应用。这些优势,再加上高性能特性,使得这种技术具有独特的成本、性能和价值定位,未来应用有望进一步扩展。 不过,由于光波长不变,像素不断缩小,FSI技术存在其物理局限性。为了解决这个问题,最近推出的一些新技术从背面对传感器进行照明,即采用背面照度技术(BSI),从而有效去除了光路径上的读取电路和互连。BSI技术拥有得到更高量子效率(QE)的潜在优势,前景十分诱人。但同时也带来了更高成本、更大串扰和制造挑战等问题,这意味着只要FSI图像传感器还能够满足当前市场的性能要求,推迟向BSI的过渡也许是有利的。如今,BSI技术仅仅开始用于制造对传感器成本提高并不是特别敏感的高端消费类相机等产品。 FSI技术概述 传统上,图像传感器按照制造流程而设计。因此,对最终器件而言,光是从前面的金属控制线之间进入,然后再聚焦在光电检测器上。一直以来,对于较大的像素,FSI都十分有效,因为像素堆叠(pixel stack)高度与像素面积之比很大,致使像素的孔径也很大。日益缩小的像素需要一系列像素技术创新来解决前面照度技术在材料和制造方面的局限性。比如,FSI已经采取众多创新技术和工艺改进,如形状优化微透镜、色彩优化滤光、凹式像素阵列、光导管和防反射涂层等技术,以优化FSI像素的光路径。 进入FSI像素的光最初被带有防反射涂层的微透镜(microlen)聚焦,该微透镜也作为孔径使用。在手机中,微透镜的设计必需能够满足镜头质量和更大主光角(chief ray angle)要求。光通过微透镜,汇聚在针对微光响应和信噪比(SNR)优化而设计、具有最佳密度和厚度的彩色滤光器上,确保被完全分离为三原色分量。微透镜的曲率和厚度必须精心选择,以使色彩滤波器传输的光尽可能多地为光导管所接收。 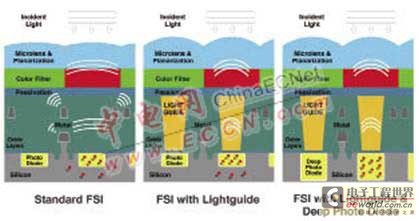 图1 像素中的光传播和光电转化简单图解 虽然光导管是设计用于聚集从微透镜发出的光,并使其以窄光束形式通过互连金属和隔离堆叠,但它仍然能够有效缩短光堆叠高度(见图1中心的示意图),使平行光束被导入光电二极管区域(图2)。 光导管必须汇聚由孔径确定的光锥和主光角(CRA)范围内的任何光线。更先进的半导体制造工艺采用更小的特征尺寸,并从铝工艺转向铜工艺,能够提供更窄的金属宽度,实现更宽的光导管。结合这些改进,像素阵列可以是凹式,把像素阵列之上的堆叠高度降至仅两个金属层的厚度。  图2 带有光导管的FSI像素阵列能够减少光散射,使光功率集中在光电二极管的区域 一旦光导管把光子传送到硅片表面,光电二极管开始工作。鉴于硅片的光吸收特性,光电二极管的区域应该延伸至几个微米的深度。在设计光电检测器时,可把耗尽深度(depletion depth)延伸入硅晶圆,使光子收集与保存的空间分辨率最大化(见图1最右边的示意图)。其关键在于尽量增大相邻光电二极管之间的隔离,并形成一个深结(deep junction),以消除较大波长光子产生的、没有在光电二极管中被吸收的任何光电荷。 FSI的优点 先进的FSI像素采用设计优化光导管,可降低串扰。这些光导管还能够增大入射光的接收角,从而允许相机采用主光角更大的镜头,并为相机模块设计提供更大的灵活性,比如模块高度可以更小。 在 1.4 微米像素下对BSI和FSI技术进行比较可看出,FSI 能以更低的成本获得同等的性能。这种成本优势可能源于其需要更少的工艺步骤,以及因其制造工艺更成熟而获得的更高良率。考虑到 FSI串扰更小,BSI的QE更高,两者的成像性能和信噪比(SNR)基本相等或接近。 最近,图像传感器公司Aptina Imaging Corporation开发出Aptina A-Pix FSI 技术,采用新的宽型光导管、更先进的微透镜和光学层,以及深度光电二极管,提升了FSI技术的能力。利用65nm 像素设计规则的先进半导体制造工艺,可以实现更宽的金属开口,从而能够在像素中插入更大的光导管,使更多的光子通过互连层,并在深度光电二极管中有效捕捉这些光子。这些改进实现了最先进的1.4微米像素,可获得50"60%的QE,而串扰为5"15%。这种高QE接近BSI的QE,然而FSI的串扰一般更小,净总体图像质量堪比1.4微米像素。上述改进就可以实现高性能的1.4微米像素商用图像传感器,无需从FSI转向BSI(见图4)。 虽然需要1.1微米像素传感器的未来应用预计将采用BSI技术,但是FSI 也有望促进下一代产品的发展。FSI非常适合于需要“更大”像素的应用,在这些应用中,微光和总体成像性能比更高的分辨率更重要。视频类应用,特别是高清(HD)视频,将推动HD分辨率下性能的提高。对于高质量HD 视频应用,采用FSI技术的1.4微米、1.75微米或更大的像素预计还将在市场持续很长一段时间。 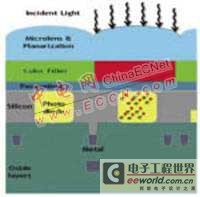 图3 背面照度(BSI)像素的简单图解 FSI的缺点 从一开始,FSI就面临着使入射光通过硅片金属层到达光电检测器的挑战。要加大孔径,以提高光聚集度,可采用共享元件来设计像素,以尽量减少光电二极管上的电路。这种方法在提高QE的同时,也带来了不对称性,其后必须予以补偿。此外,这些孔径又产生衍射效应,而且更大的像素堆叠高度使得串扰抑制变得更为困难。虽然光导管可以减轻这些效应,但光导管本身也存在损耗。 像素从1.4微米缩小到1.1微米,有关光导管的设计挑战大幅度增加。随着像素的不断缩小,即使采用光导管,衍射效应也会妨碍光的接收。此外,FSI无法利用所有可用金属互连层来进行片上处理,在1.1微米像素下,这个缺陷可能更为突出。 BSI技术概述 采用BSI构建像素,光线无需穿过金属互连层(见图3)。然而,这仍然对光路径带来一些限制,幸运的是,促使FSI技术不断改进的许多知识和技术进步可以直接应用于BSI技术,从而为提高 BSI 性能打下了坚实的基础。  图4 30 lux照度下,800万像素、1.4微米像素尺寸的FSI传感器产生的图像 BSI技术的第一步是汇聚进入光电二极管光学区域的入射光,其光学要求与FSI相同,不过现在微透镜的位置更接近光电二极管,需要淀积更厚的微透镜材料层,以获得更短的焦距。与由互连层创建的自然孔径的FSI技术不同,BSI需要最大限度地减小串扰,因而必需通过在光电二极管上淀积金属栅格(metal grid)来增加一个孔径。 由于BSI晶圆是翻转(inverted)的,故入射光首先会入射到光电二极管附近的硅体材料。这时,由于漫射到邻近像素或在背面界面的漫射与重新汇合,光线会形成串扰而产生损耗。蓝光尤其容易发生这种现象,导致蓝色QE减小,而串扰增加。可喜的是,通过利用先进的背面处理和更深的光电二极管来捕获蓝光,可以解决这些问题。 BSI的优点 BSI的主要优势是能够使电气组件与光线分离,使光路径能够被独立地优化,反之亦然。而且,这无需在金属层或光导管中创建一个孔径,从而消除了入射光的损耗机理。其最终结果是BSI能够获得更高的QE。 BSI图像传感器超越传统FSI器件的另一个主要优势是像素的光堆叠高度更低。但应当注意的是,相比具有光导管的FSI架构,这一优势并不明显,这是因为对于后者,由于光线在互连堆叠的顶部聚集,并由光导管限制和导引到光电检测器表面,有效光堆叠高度也会减小。 对于1.4微米BSI像素,QE范围通常为50"60%,而串扰范围为15"20%。在1.4微米下,BSI的高QE结合略微受影响的串扰,带来可与1.4微米FSI像素相媲美的总体图像质量。应该注意的是,1.4微米BSI技术虽然刚刚进入市场,但正如以往的像素技术一样,其性能预计也将逐渐提升。今天,1.1微米BSI像素尚处于早期开发阶段,不过一旦它们能够投入生产,预计QE将达到50"60%,串扰为10"30%。届时这些1.1微米BSI像素将会胜过1.1微米FSI像素,因为FSI像素在缩小至1.1微米时存在制造难题。 BSI的缺点 BSI器件架构本身带来了串扰挑战,导致无法精确地收集光子,因而减低了色彩修正矩阵的性能,并引起SNR下降。BSI还需要额外的晶圆粘片和减薄(mounting and thinning) 、背面处理对准(alignment for backside processing)以及背面界面钝化(passivation)对准等制造处理工艺,所有这些工艺都会增加成本和容差。此外,以往在前面(front side)进行的CFA和微透镜处理,现在必须在背面进行。这时,由于晶圆翘曲以及材料背面上结构对准存在的挑战,对准变得更加困难。 BSI的相关成本较高,导致某些BSI传感器制造商瞄准成本较不敏感的高端相机应用,业界权威人士承认BSI技术的平均销售价格较高。影响成本的因素还有成本较高、更先进的工艺技术等等。 BSI的另一个缺点是需要背面钝化,相比前表面处理,背面处理比较麻烦,从而使处理工艺选项非常有限。此外,晶圆的前表面已有载具晶圆键合(carrier wafer bond)和金属化,这也限制了处理工艺选项。因而,钝化层需要淀积而不是生长在背表面上。而且,钝化层中的缺陷将会影响背表面的缺陷,导致更高的喑电流和更大的热像素缺陷可能性。 创建BSI图像传感器还需要新工艺的开发,而且新技术走向成熟和良率提升需要一定的时间,大多数图像传感器销售商都正在投资BSI工艺开发,克服这些障碍只是时间问题。 结论 市场对于完美像素的需要正在推动图像传感器企业每年花费数亿美元进行研发。至今为止,大多数像素研发的受益者都是FSI技术,它能够以高性价比的方式将像素缩减至1.4微米,同时每年均可提升给定像素尺寸的性能。 FSI技术拥有非常有吸引力的性能、成本和价值定位,是如今图像传感器使用的主流技术,它有助于推动相机在手机、笔记本电脑、数字视频和数码相机以及无数其它领域的使用。尽管业界发展趋势是更高的分辨率和更小的像素尺寸,但需要“较大”像素和出色的弱光图像质量的应用仍在不断增多,FSI尤其适合于需要“较大”像素的应用,在这些应用中,弱光和总体成像性能是至关重要的考虑。象数码相机和视频摄像机、手机相机、PC和监控设备中的HD视频等应用将需要由较大像素尺寸(如1.4和1.75微米像素)实现出色的图像质量,这些较大的像素更倾向于FSI解决方案,如Aptina A-Pix FSI技术。而且,鉴于BSI的成本较高,在这些较大像素应用中,高性能、高性价比的FSI传感器将挑战BSI技术降低价位的能力。 近年来,由于FSI技术的未来发展局限性已经变得十分明显,业界已将某些研发转向BSI技术。BSI技术现在已经用于高端相机中,同时,它的性能将会继续提升,不久将在主流大批量应用中得到广泛使用,尤其是那些需要1.1微米及以下尺寸的应用。 未来,由于市场对不同应用需求的分化,有理由相信FSI和BSI技术将会共存。FSI图像传感器技术的提升将满足对于出色图像和视频性能的不断增长的需求。同时,BSI技术的进步将支持极小像素尺寸,以驱动体积更小的高分辨率相机的应用。 |



网友评论