
浅析沈阳开发区化工园水厂自动控制系统的构建
发布时间:2010-12-7 12:44
发布者:techshare
|
1.工程概述 沈阳开发区化工园水厂座落在沈阳开发区产业集群区,于2007年12月建成投产,随着自动化控制技术高度发展和网络技术的日益成熟,新一代的水厂控制系统必然会取代以往的比较简单的控制方式,以方便进行大规模集中控制。以下是针对沈阳开发区化工园水厂设计要求及设计方案。 2.设计原则 遵循先进性、实用性、可靠性、经济性、开放性的原则,满足供水工程生产管理和水处理工艺对自动化控制的要求。实现“集中监控和管理、分散控制、数据共享”,以保证整个水厂的运行协调、一致。图1为水厂自控系统总体结构。 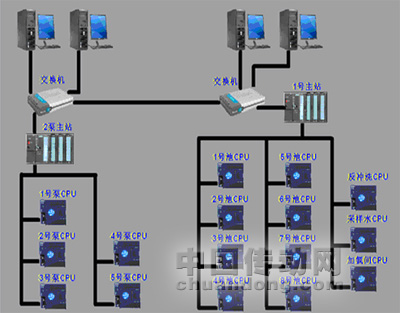 图1水厂自控系统总体结构 3.工艺流程及设计要求 3.1检测控制参数有 自动检测的主要工艺参数有:进水浊度、PH值、电导率,进水流量、压力,反冲洗水泵阀门开启位置、运行状态,滤池出水浊度,滤池单池水头损失(差压),清水池液位等,水厂总出水流量、压力、浊度、PH值、余氯等。 检测的电气参数有:配电系统的电压、电流、有功/有功电度、无功/无功电度等。 3.2通讯网络要求 通讯系统分管理级和控制级,控制级选用PROFIBUS总线EM277,通过专用屏蔽电缆进行通讯。管理级选用100M工业以太网,通讯介质为光纤。 3.3硬件要求 系统采用PLC+PC的方式进行控制。PLC完成具体的控制和监测,两个主站CPU选S7300系列315和CP343-1,从站CPU选S7200系列224;组态软件选择WICC6.1实现监控、报警、统计和报表打印等功能。 3.4软件要求 全厂生产管理层和生产过程监控层采用组态软件编制出便于管理和监控的软件界面,生产现场设备层采用PLC的梯形图程序设计出符合生产工艺环节的过程控制软件。 4.设计任务分析 从水厂生产实际情况和在自控系统中的作用来看,水厂自控系统由生产现场设备层、生产过程监控层二个层次组成如图2。 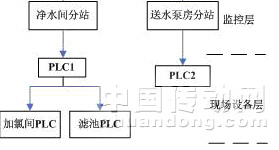 图2水厂自控系统组成 生产现场设备层包括加氯间、净水车间和送水泵房的微型PLC和相关电机和仪表设备。 生产过程监控层由PLC控制系统及其控制网络,它主要实现对生产现场设备层受控对象的控制、状态监视、数据采集、故障报警处理等功能,是自控系统的核心部分,包含有净水车间PLC1分站和送水泵房PLC2分站。 4.1上位机组态软件功能 中央监控计算机选择运行速度快、性能稳定的计算机,监控软件选择组态灵活、功能强大、界面人性化且在给排水行业内获得了成功运用的软件包。 中央监控系统主要功能: 远程监控各PLC现场子站,实时接收PLC采集的各种数据,建立全厂检测参数数据库;处理并显示各种数据。 监测全厂工艺流程和各细部的动态模拟图形。 从检测项目中,按需要显示历史记录和趋势分析曲线。 重要设备主要参数的工况及事故报警、打印制表。 编制和打印生产日、月、年统计报表。 在投影屏上实时显示工艺流程及各种设备的工作状态、报警。 对各种数据实时存储。 4.2净水车间监控站功能 净水车间监控站:负责管理PLC1分站。设在净水间控制室,主要由两台上位机、一台打印机组成,带有操作显示终端,1#上位机主要实现净水车间的电控设备、工艺流程中的自动控制和主要参数的自动检测、监视等,并负责打印各种报表、输出数据等。2#上位机主要负责净水车间各项电控设备及工艺流程主要参数的自动检测、监视等。两台上位机互为热备。 4.2.1净水车间S7200 8个滤池8个224CPU,净水车间的滤池微型S7200PLC控制系统负责检测滤池的液位和水头损失,并对每个滤池的电动阀门进行控制。同时设置一个公共的分站PLC1,对每个滤池工作所需的反冲洗泵及阀门等进行反冲洗的管理和控制,并向滤池发出反冲洗指令。每个滤池都有一个独立的微型PLC,对该格滤池的工况进行监控。每个微型S7200PLC配备触摸屏作为显示和操作的界面,显示滤池的工作情况和在必要时进行就地操作。 4.2.2PLC1分站PLCS7300 负责采集反冲洗水泵等设备的运行状态和出口压力,并做相应的调节,实现过滤及反冲洗过程的监测及自动控制,操作员亦能人工操作手动控制。 ①实现的控制功能: 主要功能:每格滤池反冲洗周期,每格滤池水位监测、水头损失监测、反冲洗泵出口压力。 主要监控设备:滤池进水阀、出水阀、排水阀、反冲进水阀、反冲洗泵、12个滤池。 ②主要工况的监测: 每格滤池的工况:运行启动、停用、请求冲洗、冲洗、故障。 每格滤池4个阀门的工况:全开位、全关位、出水阀位、故障。 主要参数显示:每个滤池水位、水头损失。 ③控制内容: 每格滤池运行控制:滤池在过滤过程中,PLC根据滤池液位,调节滤池出水阀的开度,保证池内液位在过滤过程中保持恒定。 反冲洗控制: 滤池PLC在控制滤池进行过程的同时,还在判断滤池是否需要冲洗,滤池冲洗的条件有三个: ①过滤周期:操作人员根据工艺上提出的要求,在PLC上设定滤池的最大过滤时间,在滤池开始过滤时,滤池PLC开始计时,并将实际的过滤时间与设定值进行比较,若两值相等,滤池PLC向公共PLC发出冲洗请求。 ②水头损失值:在PLC设定滤池的最大水头损失值,当滤池过滤时,水头损失传感器连续测定该格滤池的水头损失值,PLC将其与设定值进行比较,若该值大于设定值,那么滤池PLC向公共PLC发出冲洗请求。 ③强制方式:由操作人员根据现场需要,在滤池PLC上进行功能键操作,强制滤池PLC向公共PLC发出冲洗请求。 4.2.3加氯间微型PLCS7200 负责加氯设备的自动控制以及漏氯中和装置和风机的运转等,并做相应的调节,根据出厂水的余氯含量和流量自动控制加氯量,实现加氯和漏氯报警过程的监测及自动控制,操作员亦能人工操作手动控制。 主要监控设备:加氯机,漏氯中和装置,轴流风机。 控制内容:采集余氯分析仪数据,控制加氯量,并根据漏氯报警器的状态启动氯中和装置,定时运行轴流风机等。 4.3送水泵房监控站功能 负责管理PLC2分站S7300cpu315。设在送水泵房控制室,由3#上位机、一台打印机组成,带有操作显示终端,对工艺、水质、电气主要参数和状态进行自动检测和监视,对水泵、阀门进行操作控制和监视,根据出水压力参与水泵的变频调速控制等。 PLC2通过控制5套水泵机组和出水阀门的操作,对5台送水泵的电机的运行进行监控,对水泵电机定子温度、用电量进行监测,根据水厂要求的水量,绘制水泵并联运行时的特性曲线,监测送水泵房变电系统及出厂水水质、流量、压力、清水池和吸水井液位等。该站负责监控送水泵房变配电站系统及送水泵房内设备。 5.现场PLC程序用梯形图语言编制,程序流程图如3所示。 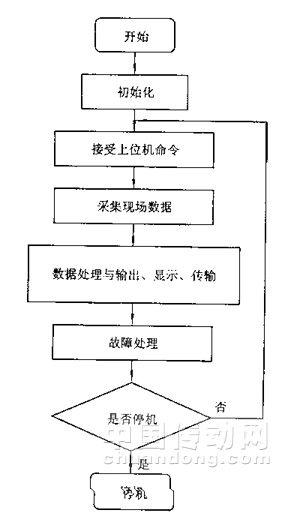 图3下位机plc流程图 6.结束语 随着该自动化系统的建成,水厂生产自动化将形成以生产过程的信息采集、信息集成和信息传递为主,并与企业的生产工艺调度、生产水质监控、自动投加药等技术密切结合的生产自控信息网络。PLC抗干扰能力强、适用于工业现场的特点,融合了较先进的自动化技术、计算机技术、通讯技术、故障诊断技术和软件技术,具有可靠性高、维护容易等特点。此系统实现了数据的集中管理、自动控制、故障检测等多方面功能,为水厂的连续、稳定、安全运行提供了保证。 |
网友评论